Les filetages, les spirales complexes que l'on trouve sur les boulons, les vis et dans les écrous, sont bien plus complexes qu'il n'y paraît. Ils varient en termes de conception, de taille et de fonction, déterminant la manière dont les composants s'assemblent dans tous les domaines, des machines simples aux systèmes d'ingénierie avancés. Dans ce guide, nous approfondissons les bases de la conception de threads, en explorant les aspects fondamentaux qui différencient un thread d'un autre. Du sexe des fils à leur caractère manuel, et de leur pas à leur diamètre, nous découvrons les éléments critiques qui font des fils une merveille d'ingénierie essentielle mais souvent négligée.
Vérifiez les détails ci-dessous à mesure que nous démêlons le monde complexe des discussions, vous fournissant une compréhension fondamentale essentielle à la fois pour le novice curieux et le professionnel chevronné.
Quelques termes importants du fil de discussion
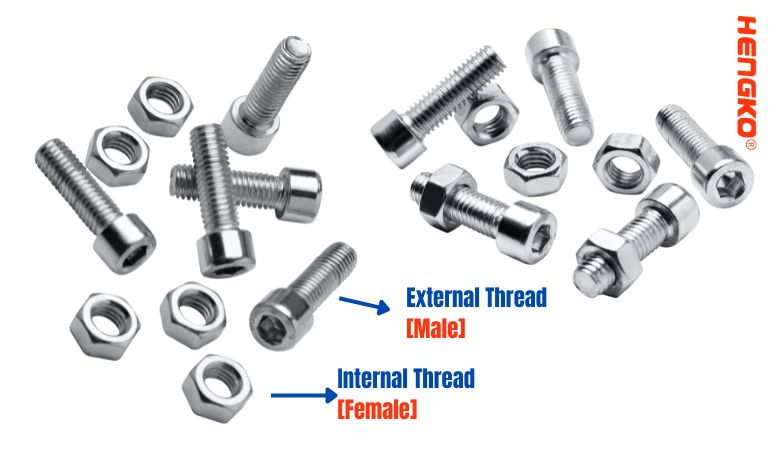
L’utilisation de termes sexistes peut perpétuer des stéréotypes néfastes et contribuer à une culture d’exclusion. En utilisant des termes plus neutres comme les fils de discussion « externes » et « internes », nous pouvons être plus inclusifs et éviter les préjugés involontaires.
* Précision:L’analogie s’effondre davantage lorsque l’on considère les formes et applications de threads non binaires.
Il est également important d'être précis et inclusif dans le langage technique.
* Alternatives :Il existe déjà des termes techniques clairs et bien établis pour les caractéristiques des filetages :
* Fils externes :Filets à l'extérieur d'un composant.
* Fils internes :Filets à l'intérieur d'un composant.
* Grand diamètre :Le plus grand diamètre du fil.
* Petit diamètre :Le plus petit diamètre du fil.
* Pas:La distance entre deux points correspondants sur des threads adjacents.
L’utilisation de ces termes fournit des informations précises et sans ambiguïté sans recourir à des analogies potentiellement nuisibles.
Les filetages sont utilisés dans les assemblages de filtres
Les filtres frittés sont largement utilisés dans diverses industries à des fins de filtration. Ils sont fabriqués en liant des poudres métalliques entre elles grâce à un processus de traitement thermique appelé frittage. Cela crée une structure solide et poreuse qui peut filtrer efficacement les particules des fluides ou des gaz.
Les filetages sont couramment utilisés dans les assemblages de filtres pour relier différents composants entre eux. Voici quelques exemples spécifiques de la façon dont les filetages sont utilisés dans les assemblages de filtres frittés :
* Embouts de cartouche filtrante :
De nombreuses cartouches filtrantes frittées ont des embouts filetés qui permettent de les visser dans les boîtiers de filtre.
Cela crée un joint sécurisé et évite les fuites.
* Connexions du boîtier de filtre :
Les boîtiers de filtres ont souvent des ports filetés qui leur permettent d'être connectés à des canalisations ou à d'autres équipements.
Cela permet une installation et un retrait faciles de l’ensemble filtre.
* Pré-filtres :
Certains ensembles de filtres utilisent des préfiltres pour éliminer les particules plus grosses avant qu'elles n'atteignent le filtre fritté.
Ces préfiltres peuvent être vissés à l'aide de filetages.
Préfiltres dans les ensembles de filtres frittés
* Orifices de drainage :
Certains boîtiers de filtre sont dotés d'orifices de drainage filetés qui permettent l'élimination des fluides ou des gaz collectés.
Le type spécifique de filetage utilisé dans un ensemble filtre dépendra de l'application et de la taille du filtre. Les types de filetage courants incluent NPT, BSP et métrique.
En plus des exemples ci-dessus, les filetages peuvent également être utilisés à d'autres fins dans les assemblages de filtres frittés, tels que :
* Fixation de capteurs ou de jauges
* Supports de montage
* Sécurisation des composants internes
Dans l’ensemble, les filetages jouent un rôle important pour garantir le bon fonctionnement et les performances des ensembles de filtres frittés.
En fin de compte, le choix de la terminologie vous appartient.
Cependant, je vous encourage à considérer l’impact potentiel de l’utilisation d’un langage genré et les avantages du recours à des alternatives plus neutres et inclusives.
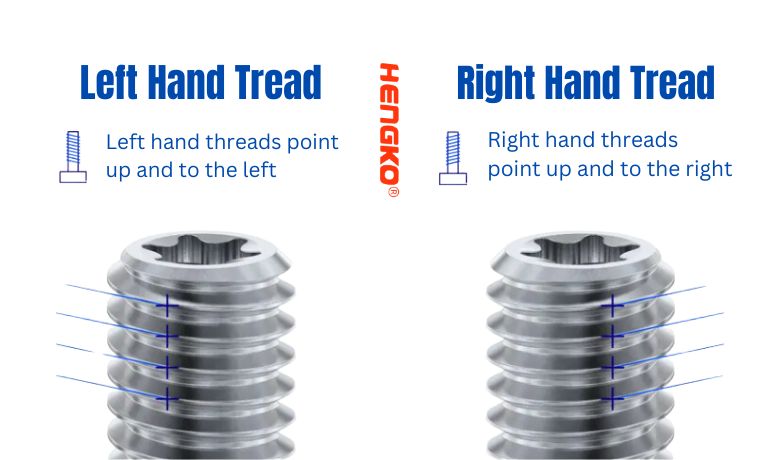
Maniabilité des fils
Pourquoi les filetages pour droitiers sont-ils plus courants ?
* Il n'y a pas de raison historique définitive, mais certaines théories suggèrent que cela pourrait être dû au penchant naturel de la plupart des gens d'être droitiers, ce qui facilite le serrage et le desserrage des fils droitiers avec leur main dominante.
* Les filetages à droite ont également tendance à s'auto-serrer lorsqu'ils sont soumis à des forces de rotation dans le même sens que le serrage (par exemple, un boulon sur une roue qui tourne).
Applications des filetages à gauche :
Comme vous l'avez mentionné, les filetages à gauche sont souvent utilisés dans des situations où le desserrage dû aux vibrations ou aux forces de rotation est un problème.
tels que : Ils sont également utilisés dans des outils et équipements spécifiques où un sens de rotation différent est nécessaire pour la fonctionnalité.
* Bouteilles de gaz : Pour éviter toute ouverture accidentelle due à une pression externe.
* Vélos à pédales : Sur le côté gauche pour éviter qu'ils ne se desserrent à cause de la rotation vers l'avant de la roue.
* Ajustements avec interférence : pour créer un ajustement plus serré et plus sûr qui résiste au démontage.
Identifier la main du fil :
* Parfois, le sens du filetage est marqué directement sur l'attache (par exemple, « LH » pour gaucher).
* L'observation de l'angle des fils depuis le côté peut également révéler la direction :
1. Les filetages pour droitiers s'inclinent vers la droite (comme une vis qui monte).
2. Les fils à gauche s'inclinent vers la gauche.
Importance de la main dans les filtres frittés et les usages courants.
La main, faisant référence au sens de rotation du filetage (dans le sens des aiguilles d'une montre ou dans le sens inverse), est en effet cruciale dans les applications de filtres frittés pour plusieurs raisons :
Étanchéité et prévention des fuites :
* Serrage et desserrage : une bonne manipulation garantit que les composants se serrent solidement lorsqu'ils sont tournés dans la direction prévue et se desserrent facilement en cas de besoin. Des filetages mal assortis peuvent entraîner un serrage excessif, endommageant le filtre ou le boîtier, ou un serrage incomplet, provoquant des fuites.
* Grippage et grippage : une direction incorrecte du filetage peut créer des frictions et des grippages, rendant les composants difficiles, voire impossibles, à séparer. Cela peut être particulièrement problématique lors de la maintenance ou du remplacement du filtre.
Standardisation et compatibilité :
- Interchangeabilité : le caractère standardisé du filetage permet un remplacement facile des éléments filtrants ou des boîtiers par des pièces compatibles, quel que soit le fabricant. Cela simplifie la maintenance et réduit les coûts.
- Réglementations industrielles : de nombreuses industries ont des réglementations spécifiques concernant le caractère fileté des systèmes de manipulation de fluides pour des raisons de sécurité et de performances. L’utilisation de threads non conformes peut enfreindre les réglementations et entraîner des risques pour la sécurité.
Utilisations courantes et manipulation :
- Embouts de cartouche filtrante : utilisez généralement des filetages à droite (dans le sens des aiguilles d'une montre pour serrer) pour une fixation sécurisée aux boîtiers de filtre.
- Connexions du boîtier de filtre : suivent généralement les normes de l'industrie, qui spécifient souvent des filetages à droite pour les connexions de tuyaux.
- Pré-filtres : peuvent utiliser des filetages à droite ou à gauche en fonction de la conception spécifique et de la direction prévue de l'écoulement du fluide.
- Ports de drainage : ont généralement des filetages à droite pour une ouverture et une fermeture faciles pour drainer les fluides.
J'espère que ces informations pourront vous aider à comprendre les détails de la maniabilité du fil !
Conception du fil
Les filetages parallèles et coniques jouent un rôle crucial dans diverses applications, chacune avec ses propres avantages et utilisations. Pour ajouter un peu plus de profondeur à votre explication, voici quelques points que vous pourriez considérer :
1. Mécanismes de scellement :
* Fils parallèles :
Ils s'appuient généralement sur des joints externes comme des joints ou des joints toriques pour des connexions étanches.
Cela permet un montage et un démontage répétés sans endommager les filetages.
* Fils coniques :
Ils créent une connexion étanche et auto-obturante grâce à l’action de coincement lorsqu’ils sont vissés.
Cela les rend idéaux pour les applications à haute pression telles que les tuyaux et les raccords.
Cependant, un serrage excessif peut endommager les fils ou les rendre difficiles à retirer.
2. Normes communes :
* Fils parallèles :
Il s'agit notamment de normes telles que les filetages Unified Thread Standard (UTS) et métriques ISO.
Ils sont courants dans les applications générales telles que les boulons, les vis et les écrous.
* Fils coniques :
Filetage national pour tuyaux (NPT) et filetage pour tuyaux standard britannique (BSPT)
sont largement utilisés dans les systèmes de plomberie et d’énergie fluidique.
Applications :
* Filetages parallèles : utilisés dans l'assemblage de meubles, l'électronique, les machines et diverses autres applications où un démontage fréquent et des joints propres sont nécessaires.
* Filetages coniques : idéal pour la plomberie, l'hydraulique, les systèmes pneumatiques et toute application nécessitant une connexion étanche sous pression ou vibration.
Notes complémentaires :
* Certaines normes de filetage comme BSPP (British Standard Pipe Parallel) combinent la forme parallèle avec une bague d'étanchéité pour des connexions étanches.
* Le pas du filetage (distance entre les filetages) et la profondeur du filetage jouent également un rôle important dans la résistance et la fonctionnalité du filetage.
Pertinence de chaque type de conception de filetage dans les filtres en métal fritté.
Bien que la conception du filetage en elle-même ne soit pas inhérente au type de filtre, elle joue un rôle crucial dans la fonctionnalité et les performances des ensembles de filtres en métal fritté. Voici l'impact des différentes conceptions de filetage sur les filtres en métal fritté :
Conceptions de fils courantes :
* NPT (National Pipe Thread) : Largement utilisé en Amérique du Nord pour les applications générales de tuyauterie. Offre une bonne étanchéité et est facilement disponible.
* BSP (British Standard Pipe) : courant en Europe et en Asie, similaire au NPT mais avec de légères différences dimensionnelles. Il est essentiel de respecter les normes pour un ajustement approprié.
* Filetages métriques : standardisés à l'échelle mondiale, offrant des options de pas de filetage plus larges pour des besoins spécifiques.
* Autres filetages spécialisés : selon l'application, des conceptions de filetage spéciales telles que SAE (Society of Automotive Engineers) ou JIS (Japanese Industrial Standards) peuvent être utilisées.
Pertinence de la conception des fils :
* Étanchéité et prévention des fuites : une conception de filetage appropriée garantit des connexions étanches, empêchant les fuites et maintenant l'intégrité du filtre. Des filetages incompatibles peuvent provoquer des fuites, compromettre les performances et potentiellement entraîner des risques pour la sécurité.
* Assemblage et démontage : différentes conceptions de filetage offrent une facilité variable d'assemblage et de démontage. Des facteurs tels que le pas de filetage et les exigences de lubrification doivent être pris en compte pour une maintenance efficace.
* Standardisation et compatibilité : les filetages standardisés comme NPT ou métrique garantissent la compatibilité avec les boîtiers de filtre et les systèmes de tuyauterie standard. L'utilisation de threads non standard peut créer des problèmes de compatibilité et compliquer les remplacements.
* Résistance et gestion de la pression : la conception du filetage influence la résistance et la capacité à gérer la pression dans l'ensemble de filtre. Les applications à haute pression peuvent nécessiter des types de filetage spécifiques avec un engagement plus profond pour une meilleure répartition de la charge.
Choisir la bonne conception de filetage :
* Exigences d'application : Tenez compte de facteurs tels que la pression de fonctionnement, la température, la compatibilité des fluides et la fréquence de montage/démontage souhaitée.
* Normes industrielles : respectez les normes et réglementations industrielles pertinentes pour votre région ou application spécifique.
* Compatibilité : garantissez une compatibilité transparente avec les boîtiers de filtres, les systèmes de tuyauterie et les pièces de rechange potentielles.
* Facilité d'utilisation : équilibrez le besoin d'un joint sécurisé avec la facilité d'entretien et les remplacements futurs potentiels.
N'oubliez pas que même si la conception du filetage n'est pas directement liée au type de filtre en métal fritté, elle constitue un facteur essentiel pour les performances globales et l'intégrité de l'ensemble de filtre. Choisissez la bonne conception de filetage en fonction des besoins spécifiques de votre application et envisagez de consulter un expert en filtration pour obtenir des conseils.
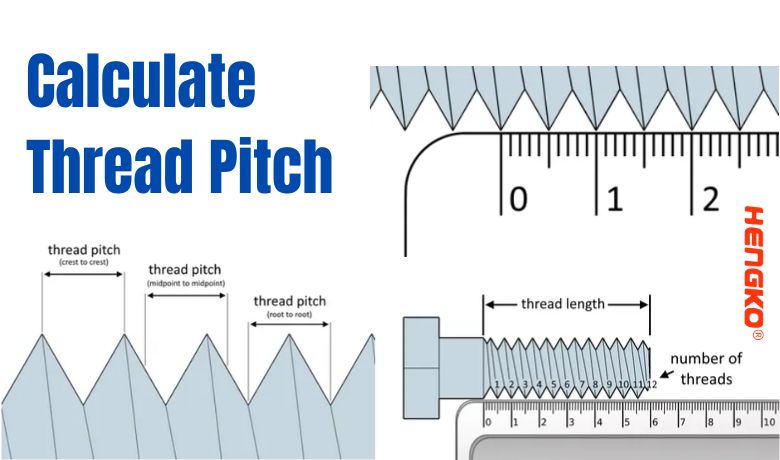
Pas et TPI
* Pas : Mesuré en millimètres, c'est la distance entre la crête d'un fil et l'autre.
* TPI (Threads Per Inch) : utilisé pour les filetages en pouces, indiquant le nombre de filetages par pouce de longueur.
Relation entre le pitch et le TPI :
* Ils mesurent essentiellement la même chose (densité du fil) mais dans des unités et des systèmes de mesure différents.
1. TPI est l'inverse du pas : TPI = 1 / Pas (mm)
2. La conversion entre eux est simple :Pour convertir le TPI en pas : Pas (mm) = 1 / TPI
Pour convertir le pas en TPI : TPI = 1 / Pas (mm)
Principales différences :
* Unité de mesure : le pas utilise des millimètres (système métrique), tandis que le TPI utilise des filetages par pouce (système impérial).
* Application : Le pas est utilisé pour les fixations métriques, tandis que le TPI est utilisé pour les fixations en pouces.
Comprendre la densité des fils :
* Le pas et le TPI vous indiquent à quel point les filetages sont serrés sur une attache.
* Un pas inférieur ou un TPI plus élevé signifie plus de fils par unité de longueur, ce qui donne un filetage plus fin.
* Les fils plus fins offrent généralement :
1. Résistance plus forte au desserrage dû aux vibrations ou au couple.
2. Capacité d'étanchéité améliorée lorsqu'il est utilisé avec des raccords appropriés.
3. Moins de dommages aux filetages correspondants lors du montage et du démontage
Cependant, des fils plus fins peuvent également :
* Être plus sensible au filetage croisé ou au dénudage s'il n'est pas correctement aligné.
* Nécessite plus de force pour serrer et desserrer.
Choisir la bonne densité de fil :
* L'application spécifique et ses exigences déterminent le pas optimal ou TPI.
* Des facteurs tels que la solidité, la résistance aux vibrations, les besoins en matière d'étanchéité et la facilité de montage/démontage doivent être pris en compte.
* La consultation des normes et directives d'ingénierie appropriées est cruciale pour sélectionner la densité de filetage adaptée à vos besoins spécifiques.
Diamètre
Les filetages ont trois diamètres clés :
* Diamètre majeur : Le plus grand diamètre du filetage, mesuré au niveau des crêtes.
* Diamètre mineur : Le plus petit diamètre, mesuré au niveau des racines.
* Diamètre primitif : Un diamètre théorique entre les diamètres majeur et mineur.
Comprendre chaque diamètre :
* Diamètre majeur : Il s'agit de la dimension critique pour assurer la compatibilité entre les filetages correspondants (par exemple, un boulon et un écrou). Les boulons et écrous de même diamètre principal s'emboîtent, quel que soit le pas ou la forme du filetage (parallèle ou conique).
* Diamètre mineur : cela affecte la force de l'engagement du filetage. Un diamètre mineur plus grand indique plus de matériau et une résistance potentiellement plus élevée.
* Diamètre primitif : Il s'agit d'un diamètre imaginaire où le profil du filetage présente des quantités égales de matériau au-dessus et en dessous. Il joue un rôle crucial dans le calcul de la résistance du fil et d’autres propriétés techniques.
Relations entre diamètres :
* Les diamètres sont liés au profil et au pas du filetage. Différentes normes de filetage (par exemple, métrique ISO, Unified National Coarse) ont des relations spécifiques entre ces diamètres.
* Le diamètre primitif peut être calculé à l'aide de formules basées sur les diamètres majeurs et mineurs, ou trouvé dans les tableaux de référence pour des normes de filetage spécifiques.
Importance de comprendre les diamètres :
* Connaître le grand diamètre est essentiel pour sélectionner les fixations compatibles.
* Un diamètre mineur a un impact sur la résistance et peut être pertinent pour des applications spécifiques avec des charges élevées.
* Le diamètre primitif est crucial pour les calculs techniques et la compréhension des propriétés des filetages.
Notes supplémentaires :
* Certaines normes de filetage définissent des diamètres supplémentaires comme le « diamètre de racine » à des fins spécifiques.
* Les spécifications de tolérance de filetage déterminent les variations admissibles dans chaque diamètre pour un bon fonctionnement.
J'espère que ces informations clarifieront davantage les rôles et l'importance des différents diamètres de filetage ! N'hésitez pas à demander si vous avez d'autres questions.
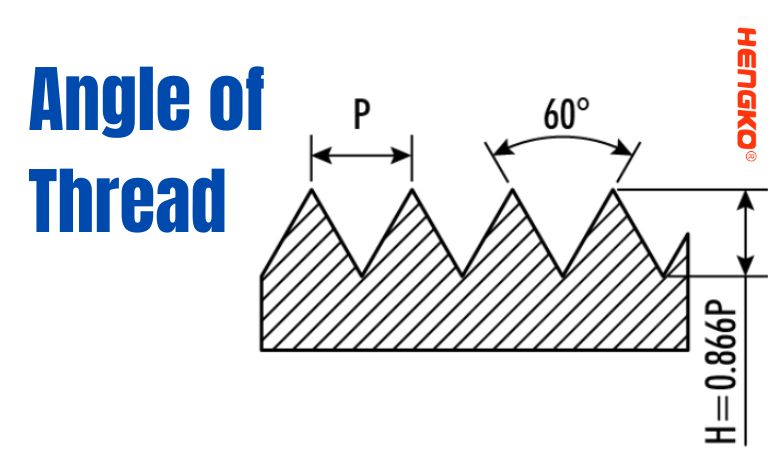
Angle
* Angle de flanc : L'angle entre le flanc du filetage et la ligne perpendiculaire à l'axe.
* Angle de conicité : Spécifique aux filetages coniques, c'est l'angle entre le cône et l'axe central.
Angle de flanc :
* En règle générale, les angles des flancs sont symétriques (ce qui signifie que les deux flancs ont le même angle) et constants sur tout le profil du filetage.
* L'angle de flanc le plus courant est de 60°, utilisé dans des normes telles que les filetages Unified Thread Standard (UTS) et métriques ISO.
* Les autres angles de flanc standard incluent 55° (filetage Whitworth) et 47,5° (filetage de la British Association).
* L'angle de flanc affecte :**1. Résistance : Les angles plus grands offrent généralement une meilleure résistance au couple mais sont moins tolérants au désalignement.
2. Friction : des angles plus petits créent moins de friction mais peuvent compromettre la capacité d’auto-verrouillage.
3. Formation de copeaux : l'angle des flancs influence la facilité avec laquelle les outils de coupe peuvent créer des filetages.
Angle de conicité :
* Cet angle définit le taux de changement de diamètre le long du filetage conique.
* Les angles de conicité courants incluent 1:16 (National Pipe Thread - NPT) et 1:19 (British Standard Pipe Thread - BSPT).
* L'angle conique assure une connexion étanche et auto-obturante lorsque les filetages se compriment les uns contre les autres lors du serrage.
* Il est crucial que les filetages coniques aient le bon angle de correspondance pour un joint étanche.
Relation entre les angles :
* Dans les filetages non coniques, l'angle de flanc est le seul angle pertinent.
* Pour les filetages coniques, les angles de flanc et de conicité jouent un rôle :
1. L'angle de flanc détermine le profil de base du filetage et ses propriétés associées.
2. L'angle de conicité définit le taux de changement de diamètre et influence les caractéristiques d'étanchéité.
Crête et racine
* Crête : La partie la plus externe du fil.
* Racine : La partie la plus interne, formant la base de l'espace du thread.
Ci-dessus est simplement défini la crête et la racine d'un fil.
Bien que leur emplacement dans le thread semble simple, ils jouent un rôle crucial dans divers aspects de la fonction et de la conception du thread.
Voici quelques détails supplémentaires qui pourraient vous intéresser :
Crête:
*Il s'agit du bord le plus extérieur du filetage, formant le point de contact avec son filetage conjugué.
*La solidité et l'intégrité de la crête sont essentielles pour supporter la charge appliquée et résister à l'usure.
*Les dommages au filetage, les bavures ou les imperfections sur la crête peuvent compromettre la solidité et la fonctionnalité de la connexion.
Racine:
*Situé au bas du fil, il forme la base de l'espace entre les fils adjacents.
*La profondeur et la forme de la racine sont importantes pour des facteurs tels que :
1. Résistance : Une racine plus profonde fournit plus de matériau pour supporter la charge et une résistance améliorée.
2. Dégagement : Un dégagement adéquat aux racines est nécessaire pour accueillir les débris, les lubrifiants ou les variations de fabrication.
3. Étanchéité : Dans certaines conceptions de filetage, le profil de racine contribue à l’intégrité de l’étanchéité.
Relation entre la crête et la racine :
*La distance entre la crête et la racine définit la profondeur du filetage, ce qui a un impact direct sur la résistance et d'autres propriétés.
*La forme et les dimensions spécifiques de la crête et de la racine dépendent de la norme de filetage (par exemple, métrique ISO, Unified Coarse) et de son application prévue.
Considérations et applications :
*Les normes et spécifications de filetage définissent souvent des tolérances pour les dimensions de la crête et de la racine afin de garantir une fonctionnalité et une interchangeabilité appropriées.
*Dans les applications soumises à des charges ou à une usure élevées, des profils de filetage avec crêtes et racines renforcées peuvent être choisis pour une durabilité améliorée.
*Les processus de fabrication et le contrôle qualité sont cruciaux pour garantir des crêtes et des racines lisses et sans dommages sur les fixations.
J'espère que ces informations supplémentaires ajouteront de la profondeur à votre compréhension des rôles et de l'importance de la crête et de la racine dans les discussions. N'hésitez pas à nous demander si vous avez d'autres questions ou des sujets spécifiques liés à la conception des fils de discussion que vous aimeriez explorer !
Dimensions des types de filetage
Voici un aperçu des dimensions de certains types de fils courants que vous avez mentionnés, ainsi que des images pour une meilleure visualisation :
M - Filetage ISO (métrique) :
*ISO 724 (DIN 13-1) (filetage grossier) :
1.Image :
2. Plage de diamètres majeure : 3 mm à 300 mm
3. Plage de pas : 0,5 mm à 6 mm
4. Angle de filetage : 60°
*ISO 724 (DIN 13-2 à 11) (fil fin) :
1.Image :
2. Plage de diamètres majeure : 1,6 mm à 300 mm
3. Plage de pas : 0,25 mm à 3,5 mm
4. Angle de filetage : 60°
NPT - Filetage de tuyau :
*NPT ANSI B1.20.1 :
1.Image :
2. Filetage conique pour raccords de tuyaux
3. Plage de diamètres majeurs : 1/16 pouces à 27 pouces
4. Angle de conicité : 1:16
*NPTF ANSI B1.20.3 :
1.Image :
2. Similaire au NPT mais avec des crêtes et des racines aplaties pour une meilleure étanchéité
3. Mêmes dimensions que NPT
G/R/RP - Filetage Whitworth (BSPP/BSPT) :
*G = BSPP ISO 228 (DIN 259) :
1.Image :
- Filetage G BSPP ISO 228 (DIN 259)
2. Filetage de tuyau parallèle
3. Grande plage de diamètres : 1/8 pouce à 4 pouces
4. Angle de filetage : 55°
*R/Rp/Rc = BSPT ISO 7 (DIN 2999 remplacé par EN10226) :
1. Image:
- Filetage R BSPT ISO 7 (DIN 2999 remplacé par EN10226)
2. Filetage de tuyau conique
3. Grande plage de diamètres : 1/8 pouce à 4 pouces
4. angle d'ouverture : 1:19
UNC/UNF – Fil national unifié :
*Coarse National Unifié (UNC) :
1. magicien :
- Filetage UNC
2. Semblable au filetage grossier M mais avec des dimensions en pouces
3. Grande plage de diamètres : 1/4 pouce à 4 pouces
4. Plage de filetages par pouce (TPI) : 20 à 1
*Amende Nationale Unifiée (UNF) :
1.Image :
2. Similaire au filetage fin M mais avec des dimensions en pouces
3. Grande plage de diamètres : 1/4 pouce à 4 pouces
4. Plage TPI : 24 à 80
Les informations ci-dessus fournissent un aperçu général des dimensions pour chaque type de filetage. mais les dimensions spécifiques peuvent varier en fonction de la norme et de l'application spécifiques. Vous pouvez trouver des tableaux et des dimensions détaillés dans les documents normatifs pertinents tels que ISO 724, ANSI B1.20.1, etc.
N'hésitez pas à nous demander si vous avez d'autres questions ou si vous avez besoin de plus d'informations sur des types ou des dimensions de filetage spécifiques !
SOMME
Ce blog nous propose un guide complet surconception de fil, crucial pour comprendre comment les composants des machines et des systèmes d’ingénierie s’emboîtent.
Il couvre les concepts de base du genre des fils, identifiant les fils mâles et femelles et leurs applications dans les filtres frittés. nous expliquons également la main du fil, en soulignant la prédominance des fils à droite dans la plupart des applications.
Des informations détaillées sont fournies sur la conception des filetages, en se concentrant sur les filetages parallèles et coniques, et sur leur pertinence dans les filtres frittés.
Ce guide est donc une lecture essentielle pour quiconque cherche à comprendre les subtilités de la conception des filetages dans les filtres frittés. Quoi qu'il en soit, j'espère que cela vous sera utile
connaissance du fil et choix du bon fil à l'avenir, spécial pour l'industrie des filtres frittés.
Heure de publication : 30 janvier 2024




